6.2.2. Поздовжньо-фрезерні, карусельно-фрезерні та барабанно-фрезерні верстати
Поздовжньо-фрезерні верстати призначені для обробки великогабаритних деталей. Вони бувають одно- і двостоякові. На рис. 6.10 показано двостояковий поздовжньо-фрезерний верстат.
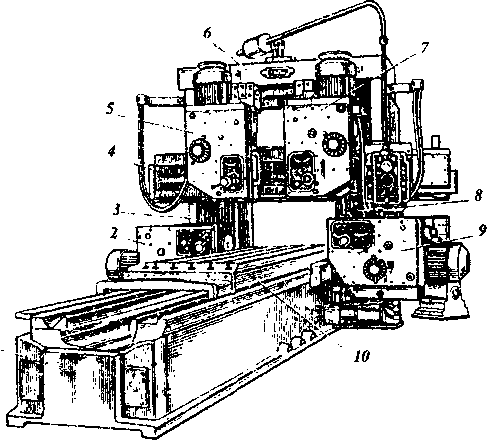
Рис 6.10 Поздовжньо-фрезерний верстат
На станині 1 змонтовані стійки 3 і 8, які скріплені між собою балкою 6. По направляючих стійок може пересуватися траверса 4. На траверсі встановлені дві фрезерні головки 5 і 7 з вертикальними шпинделями. Головки можна пересувати по направляючих стійок, на яких змонтовані дві горизонтальні шпиндельні головки 2 і 9, фрезерні головки поворотні. Деталь, яку піддають обробці, встановлюють на столі 10, що має тільки поздовжнє переміщення. Столи таких верстатів, які випускають серійно, сягають розмірів 2500x8000 мм і більше, що дозволяє обробляти деталі масою до 65 т. Для обробки деталей більшої маси і габаритів виготовляють унікальні поздовжньо-фрезерні верстати, які дають змогу обробляти деталі масою до 150 т, наприклад, роторів турбогенераторів.
Карусельно-фрезерними і барабанно-фрезерними верстатами називають верстати неперервної дії. Обробка на них здійснюється при неперервному обертанні каруселі (барабана), на яких закріплено деталі, що піддаються обробці.
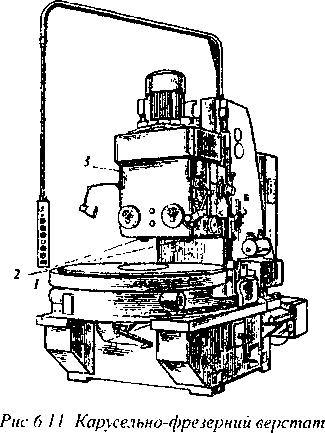
Карусельно-фрезерний верстат (рис. 6.11), має круглий стіл (карусель) 1, вісь якого розташована вертикально. Фрези встановлюються в двох шпинделях 2 фрезерної головки 3. Встановлюють і знімають деталі виконують з завантажувальної позиції без зупинення верстата, що дозволяє підвищити продуктивність праці. Верстати застосовують у масовому виробництві.
Барабанно-фрезерні верстати, так само як і кару-сельно-фрезерні, орієнтовані
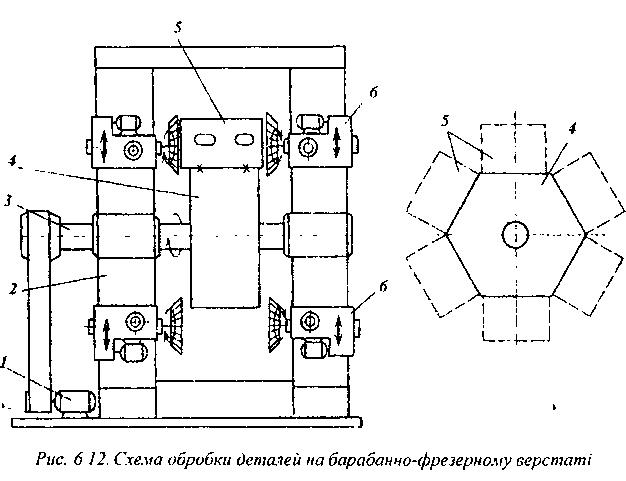
на використання в масовому виробництві. Особливістю конструкції цих верстатів є наявність шестигранного барабана діаметром від 500 до 2000 мм, вісь якого розташована горизонтально (рис. 6.12). На гранях барабана 4 закріпляються заготовки 6. Барабан обертається зі швидкістю, що відповідає необхідній швидкості подачі. Барабан закріплено на валу 3. Кожна з двох торцевих поверхонь заготовки послідовно оброблюється двома фрезерними головками 6, які встановлені на стійках 2. Встановлення заготовок і зняття готових деталей виконується без зупинення верстата.