10.3.2. Виконання робіт на шліфувальних верстатах
Характерними особливостями шліфування є велика питома робота різання і високе локальне нагрівання металу в зоні різання, що зумовлює пластичну деформацію поверхневого шару металу. Для зменшення впливу зазначених чинників на якість оброблених поверхонь при шліфуванні здійснюють інтенсивне охолоджування і змащування деталі, що обробляється, і інструмента. Змащувально-охолоджувальними рідинами використовують сульфофрезол і водяні розчини кальцинованої
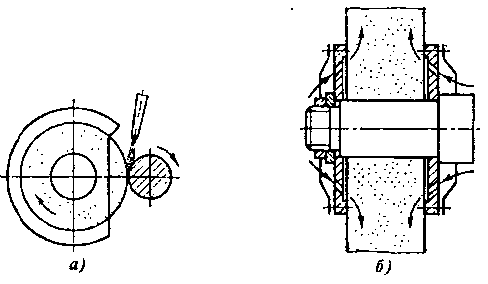
Рис. 10.13. Схеми охолоджування: а - методом поливання; б - через шпарини круга
соди, емульсора, тринатрійфосфату, триетаноламіну та інших речовин. Охолоджування можна здійснювати поливанням місця контакту шліфувального круга з деталлю, рис. 10.13, а, або прокачуванням рідини через шпарини круга (рис. 10.13, б). Недоліком першого способу є те, що навколо круга, який обертається з великою швидкістю, створюється повітряна подушка, яка перешкоджає відбиранню тепла Другий спосіб забезпечує краще охолодження, але вимагає застосування більш складних систем подавання рідини і непридатний для використання з деякими типами абразивного інструмента (наприклад, зі щільними структурами).
Для забезпечення високої якості поверхневого шару металу дуже важливою є заключна стадія шліфування - виходжування.
Для запобігання огранюванню деталей, яке зумовлене хвилястістю круга, доцільно періодично змінювати швидкість обертання круга або деталі.
У зв’язку з тим, що під час роботи відбувається осипання кромок шліфувального круга зношування його найбільш навантажених ділянок та забивання шпар відходами шліфування, час від часу необхідно виконувати відновлення заданої форми круга та його різальної здатності. Таке відновлення називається ‘‘правка”. Критеріями для виконання правки є зменшення точності розмірів, підвищення шорсткості поверхні, втрата форми обробленої поверхні по колу та по утворюючій, виникнення припікань (зони з потемнілим матеріалом) тощо.
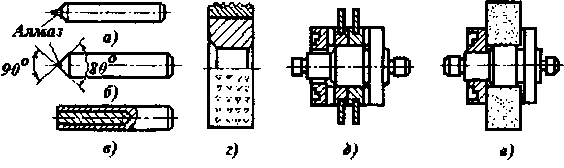
Рис. 10.14 Інструменти для правлення абразивних кругів, а - алмазна голка (для правлення різевих кругів); б - зерно алмазу в оправці, в - алмазний олівець, г - алмазний ролик; д - сталеві зубчасті диски на оправці (шарошка), е - абразивний круг на оправці
Правку здійснюють зняттям відпрацьованого шару круга завтовшки 0,05 - 0,07 мм. Цю операцію можна виконати такими способами: шліфуванням кругами з зеленого карбіду кремнію або алмазно-металевими роликами, обточуванням алмазними олівцями, голками, зернами (рис. 10.14). З цією ж метою можна застосовувати обкатування поверхні круга дисками або роликами з твердих сплавів, абразивів і алмазу.
Неврівноваженість шліфувального круга призводить до суттєвого погіршення якості обробки. З метою запобігання цьому явищу застосовують різні методи зменшення дисбалансу: механічну обробку круга разом з фланцями до встановлення його на шпиндель верстата або балансуванням круга на шпинделі верстата за допомогою сухарів, які пересуваються в кільцевих пазах фланця тощо. Найефективнішим методом боротьби з вібраціями є застосування автоматичних балансувальних пристроїв, якими оснащують верстати.