14.2.1. Хонінгування
Хонінгування - це метод опоряджувальної абразивної обробки, який дає досить чисту поверхню(Ra=0,63 - 0,32 мкм) і забезпечує точність на рівні 6-7 квалітетів. Хонінгування застосовується при обробці циліндричних отворів, зокрема, в електромашинобудуванні цей метод використовують для обробки внутрішніх отворів статорів асинхронних машин. Діапазон отворів, які обробляються цим методом 25 - 1500 мм.
Хонінгування виконується на хонінгувальних верстатах з вертикальним або горизонтальним розташуванням шпинделя. Хонінгувальні верстати, незважаючи на те,, що вони призначені для кінцевої обробки відповідальних деталей, не вимагають високої точності виготовлення. Це пояснюється тим, що інструмент за рахунок шарнірного з’єднання самовстановлюється по поверхні, яка оброблюється. Конструкція хонінгувального верстата з вертикальним шпинделем показана нарис. 14.2.
Хонінгувальний інструмент - хонінгувальна головка або хон -складається з трьох, або більшої кількості дрібноабразивних брусків,
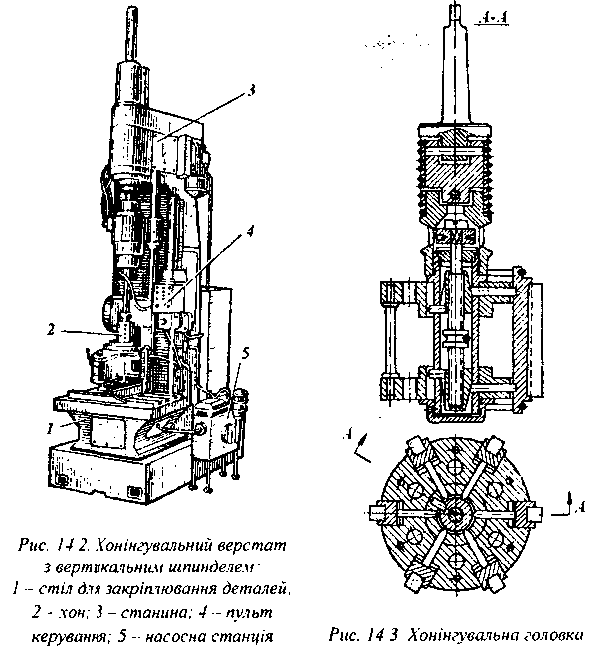
змонтованих на одній оправці (рис. 14.3). Бруски притискаються до поверхні, яка оброблюється, або з постійною силою під дією пружин, або мають примусову радіальну подачу (від 0,25 до 1 мкм на один подвійний хід головки).
Точність обробленого отвору в поздовжньому напрямі (конусність, опуклість або увігнутість утворюючих) залежить від співвідношення довжини абразійних брусків і довжини поверхні, яка оброблюється. Рекомендується приймати це співвідношення таким, що дорівнює 3/4. Довжина виходу брусків з отвору, яка забезпечує правильну геометрію біля країв отвору, дорівнює 1/3 довжини брусків. При недостатньому виході брусків з отвору його значення біля країв зменшується, а при занадто великому - збільшується.
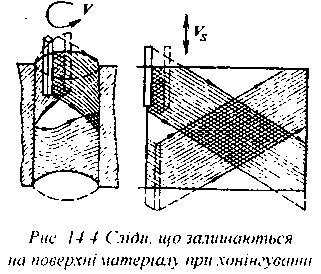
Під час хонінгування кожне з абразивних зерен позмінно рухається по правій або лівій гвинтовій лінії, кут піднімання яких а визначається співвідношеннями швидкості зворотно-поступального руху Vs до швидкості обертання V хонінгувальної головки. Гвинтові траєкторії зерен на поверхні отвору утворюють дрібну сітку штрихів, які перетинаються. Якщо розгорнути поверхню циліндра, то ці гвинтові лінії перетворюються в прямі (рис. 14.4). Чим менший кут α , тим вище чистота поверхні, але при цьому зменшується продуктивність праці.