14.2.2. Суперфінішування
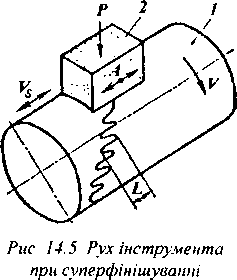
Суть суперфінішування полягає в обробці абразивними брусками з дрібнозернистою структурою. Порівняно з хонінгуванням зерна брусків рухаються за більш складною траєкторією, тому що їм надається коливний рух вздовж осі обертання виробу, який піддається обробці. Принцип роботи бруска проілюстрований на рис. 14.5. Такий метод обробки забезпечує можливість отримання поверхонь з шорсткістю Ra = 0,32 - 0,08 мкм при звичайному суперфінішуванні з точністю на рівні 6-7 квалітетів, Ra = 0,16 - 0,04 мкм з точністю за 5 квалітетом при тонкому суперфінішуванні і Ra = 0,04-0,01 мкм з точністю 4-5 квалітету при двократному суперфінішуванні. Крім того, суперфінішування покращує поверхневий шар металу, при цьому зміцнення металу може сягати 30 - 40 %.
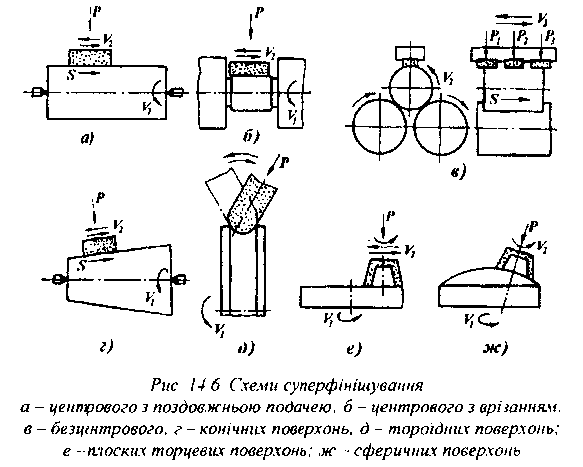
Суперфінішування диференціюється за методами базування деталей на центрове і безцентрове, за видом подачі - на обробку врізанням і з поздовжньою подачею, за формою поверхонь, що оброблюються, на суперфінішування циліндричних, конічних, тороїдальних, торцевих плоских і сферичних поверхонь. Схеми суперфінішування показані на рис. 14.6.
Суперфінішування виконується на спеціальних верстатах або на універсальних токарних і шліфувальних верстатах з використанням спеціальних пристроїв, які встановлюються на супорті верстата і забезпечують коливний рух абразивних брусків. Бруски в державках суперфінішних головок, як правило, закріплюються механічними затискачами.
Значний вплив на швидкість обробки, зношування брусків і якість поверхні, яка отримується внаслідок обробки, має кут сітки а, який визначається співвідношенням швидкості обертання деталі і швидкості поздовжнього пересування брусків.
Суперфінішування виконується з використанням змащувально-охолоджувальних рідин, які є сумішами гасу і машинного мастила з додаванням олеїнової кислоти (співвідношення компонентів суміші залежить від виду матеріалу, з якого виготовлена деталь).
Суперфінішна обробка значною мірою виправляє неокруглість деталей і практично повністю виправляє хвилястість. Похибки форми деталі в поздовжньому перетині залежать від співвідношень довжини брусків і деталі, що піддається обробці, а також від величини виходу брусків за межі деталі.