14.3.1. Обкатування та розкатування
Обкатуванням та розкатуванням обробляються циліндричні поверхні, канавки, галтелі, площини та фасонні поверхні. Для обкатування та розкатування поверхонь використовують токарні, розточувальні, свердлувальні, стругальні та агрегатні верстати. У масовому виробництві для цієї операції використовують спеціальні верстати.
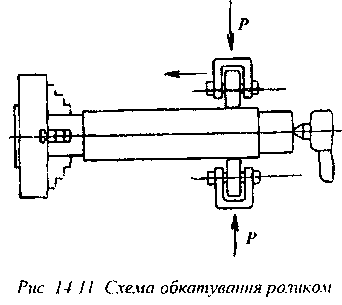
Суть процесу полягає в тому, що новерхню деталі піддають обкатуванню чи розкатуванню роликами або кульками. На рис. 14.11 показана схема обкатування вала роликами. Обробка жорстких деталей виконується за один робочий прохід, а при обробці деталей малої жорсткості або при низькій якості попередньої обробки - за декілька робочих ходів.
Зусилля обкатування не повинно перевищувати граничної межі витривалості матеріалу, як правило, значення зусилля визначають за формулою Рг=5000+1,7D, Н, де D - діаметр поверхні деталі, яка піддається обкатуванню. Подача при обкатуванні сталевих деталей знаходиться в межах 0,1-0,6 мм/об, для чавунів - 0,1 -0,3 мм/об, для кольорових металів - 0,1 -0,5 мм/об. Швидкість обкатування суттєво не впливає на якість процесу.
Для підвищення утомлювальної стійкості деталей застосовується обкатування з підігріванням. Вуглецеві сталі підігріваються до температури 450 - 550 °С, а леговані - 325 - 425 °С. Значення зусилля визначають за формулою