3.3.3. Холодне штампування
При виготовленні деталей та заготовок методами^холодного штампування можна виконувати такі технологічні процеси: різання, вирубування та різні види пластичного деформування.
Різання листових матеріалів здійснюється за допомогою гільйотинних і багатодискових ножиць. При різанні на гільйотинних ножицях металів завтовшки до 1,0 мм допуск на ширину полоси становить 0,4 -0,8 мм (нижня границя допуску належить до полос завширшки 50 -100 мм, а верхня - для полос 200 - 300 мм). При збільшенні товщини матеріалу, з якого нарізають полоси, допуски відповідно збільшуються до 1,8-4,0 мм. При різанні на багатодискових ножицях допуск на ширину стрічки при нормальній точності виготовлення знаходиться в межах 0,1 -0,6 мм, а при підвищеній точності - 0,05 -0*45 мм. При різанні на штампах в кращому випадку досягають 12 - ГЗ квалітету точності, а в найгіршому - 14 - 16 квалітетів.
Вирубування та пробивання виконується за допомогою штампів, які встановлюються на кривошипних або гідравлічних пресах.
Найменший діаметр круглих отворів, які можна зробити в деталях з металів середньої міцності, не може бути меншим від товщини листа 5, в якому вони виконуються, сторона квадратних отворів - не менше 0,95, прямокутних і овальних видовжених отворів - не менше 0,85. Найменша відстань між послідовно вирубаними отворами і відстань від краю деталі до отвору приблизно 1,05 для великих отворів і біля 1,25 для прямокутних.
Згинання листових заготовок здійснюється згинальними штампами. Оптимальний радіус згину матеріалів завтовшки S до 1,5 мм R > S,
а для матеріалів з S>1,5 мм R>2S. Для отримання менших радіусів згинання в місцях згину, необхідно видавлювати канавки завглибшки  і завширшки
і завширшки
Для точного фіксування заготовки в згинальному штампі і попередження її зсуву при згинанні в деталях необхідно передбачити технологічні отвори.
Витягування виконується на пресах, які мають великий хід повзуна.
Для циліндричних деталей (рис. 3.12) радіус спряження з циліндричною частиною а флан-
а флан-
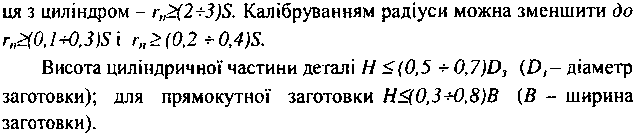
Допуски на діаметри циліндричних деталей встановлюються не вище 7-9 квалітетів точності. Точність товщини стінок відповідає 7-11 квалітетам.
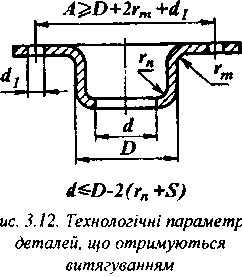
Схему витягування циліндричної деталі з широким фланцем показано на рис. 3.13.
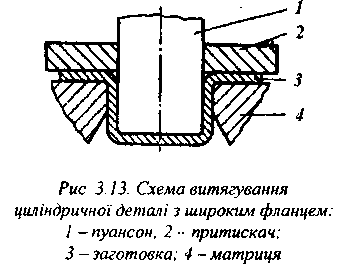
Відбортовування отворів дозволяє отримати найбільшу висоту борта (рис. 3.14), що утворюється за один перехід, яка дорівнює

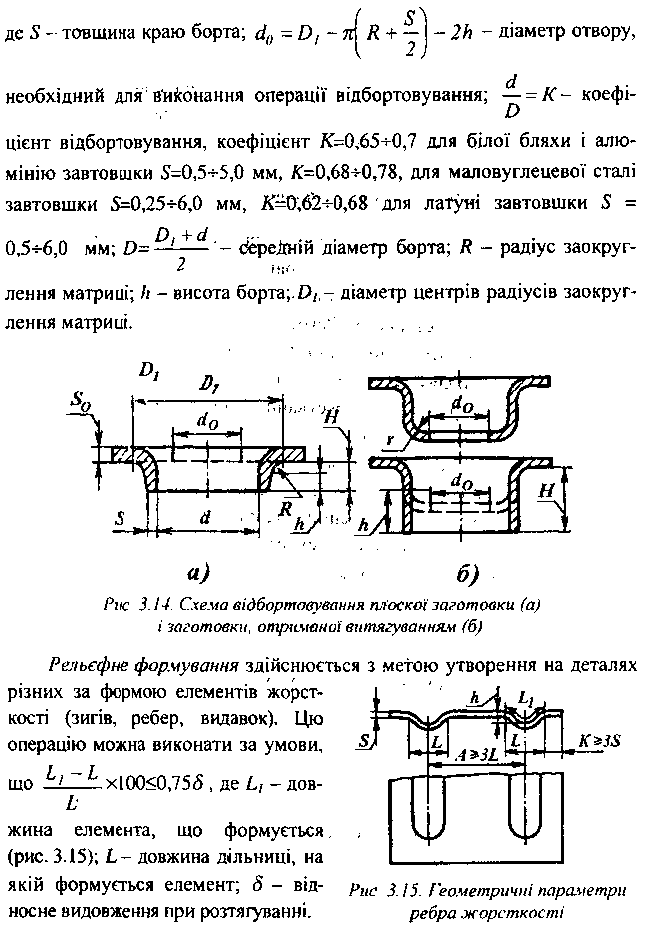
Відстані між осями ребер повинні бути не менше 3L. З метою запобігання утягування металу відстань від краю ребра до краю деталі повинна бути більше (3/5)S.
Правлення листів і полос виконують на спеціальних листо-правильних верстатах або вальцях. Плоскі заготовки правлять в гладких, точкових або вафельних штампах.