18.1.3. Виготовлення литих сталевих корпусів
Інтенсивний розвиток зварювання значно звузив сферу застосування литих сталевих корпусів. У сучасному електромашинобудуванні такі корпуси використовуються тільки в машинах зі складною конструкцією корпусу з підвищеними вимогами щодо міцності або корпуси, які є магнітопроводами. До таких машин належать тягові, кранові, рольгангові та інші види спеціальних електричних машин
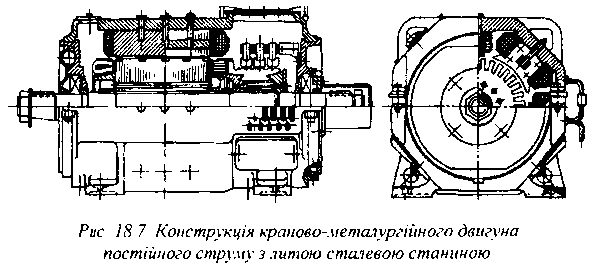
Нарис. 18.7 показана конструкція краново-металургійного двигуна постійного струму з литою рознімною восьмигранною станиною. Довжина таких стани може сягати 1200 мм, висота - 950 мм. розточка станини під полюси - 650 мм, а осьова довжина посадкових місць під полюси - 450 мм. З цього рисунку видно, що розточка має вісім припливів, на яких встановлені головні і додаткові полюси.
Механічна обробка таких станин починається з фрезерування поверхонь стиків нижньої і верхньої частин корпусу. На наступних операціях виконується свердлування отворів для стягування їх болтами. Зовнішні поверхні отворів верхньої частини корпусу шкуються, а в отворах нижньої нарізаються різі. Після складання частин корпусу і стягування їх болтами в них свердлять і розгортають отвори для встановлення штифтів, які забезпечують точну фіксацію частин корпусу одна відносно іншої. По завершенні складальних операцій станина надходить на механічну обробку. Використовуючи технологічними базами необроблені поверхні торців корпусу і циліндричні поверхні які прилягають до них, здійснюють фрезерування поверхонь лап. Станина, встановлена на лапах піддається розточуванню поверхонь, призначених для встановлення полюсів, обробляються торці і замки. Розточувальні роботи виконують на горизонтальних фрезерно-розточувальних верстатах. Обробка припливів для встановлення полюсів супроводжу ється ударними навантаженнями на різальний інструмент, що примушує зменшувати швидкості та глибину різання і виконувати операцію за декілька проходів з різними режимами різання. Завершивши розточувальні роботи, виконують свердлування та цекування отворів для проходження болтів, якими прикріплюються полюси, та інших отворів.
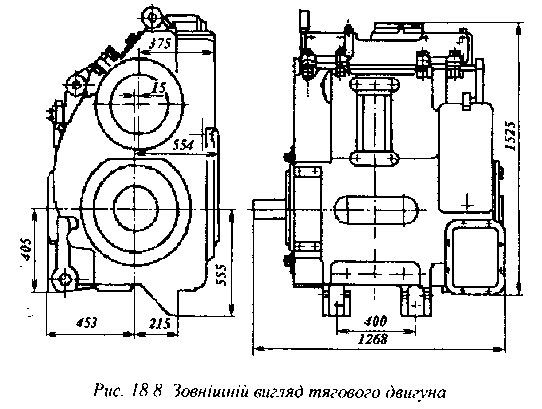
На рис. 18.8 показано зовнішній вигляд тягового двигуна, який дає змогу уявити складність конструкції його станини.
Обробка станин машин цього виду значно складніша, хоч би тому, що двигуни мають циліндричну порожнину, призначену для проходження колісної осі, яка повинна бути паралельною до осі розточки під полюси системи збудження. Механічна обробка таких корпусів виконується з застосуванням спеціальних двошпиндельних розточувальних верстатів